
Controlling spray and vapors
Create a safer, cleaner finishing environment without sacrificing productivity.
Modern finishing has never been more efficient. Technologies like HVLP, catalyzed finishes and improved water-based formulas deliver consistent results faster than ever.
Yet, these advances still produce spray and vapors — the least forgiving shop airborne hazards.
Wood dust makes itself known by coating every flat surface, but finishes are considerably sneakier. Vapors, ultrafine overspray and sensitizing chemicals accumulate quietly, impacting worker health, creating fire danger, and compromising finish quality before you realize there’s an issue.
As with dust collectors, managing spray and vapors isn’t a simple matter of buying a booth and calling it a day. It's a system merging all finishing aspects — airflow design, filtration, coating choices, work practices and maintenance — into a predictable whole.
Why spray and vapor control matters
Finishing contaminants affect three issues every shop owner cares about: personnel, property and product.
Prolonged exposure to solvents and coating aerosols causes health concerns ranging from headaches and dizziness to respiratory irritation, neurological symptoms, workplace-related asthma, and organ damage. A single severe reaction to allergic agents in some finishes — particularly two-part catalyzed coatings — can trigger permanent hypersensitivity, limiting future work with these materials.
Fire risk is the second concern. Many finishing solvents are flammable or explosive at certain concentrations. In poorly ventilated spaces, those levels build faster than many shop owners expect, especially when spraying large surfaces or applying multiple coats throughout the day. Dry spray, texture issues, haze and dust nibs are common airflow problems often mistaken for technique problems.
Good spray and vapor controls improve safety, reduce risk and make finishing results more predictable — addressing all three issues simultaneously.
Understand what you're controlling
First, eliminate "fumes" from your vocabulary. Fumes carry particles; vapors don't. Spray finishing generates two distinct airborne pollutants.
Overspray is the mist of microscopic droplets that fail to land anywhere other than on the workpiece. These particles might be several microns in size or have sub-micron proportions that act more like smoke than spray in the way they remain airborne and in motion.
Vapors come from finish flash-off. Solvents and volatile components may disperse rapidly or take hours to dissipate. Water-based finishes also generate vapors, though typically in smaller amounts.
An effective control system removes vapors and contains overspray before either accumulates to dangerous levels.
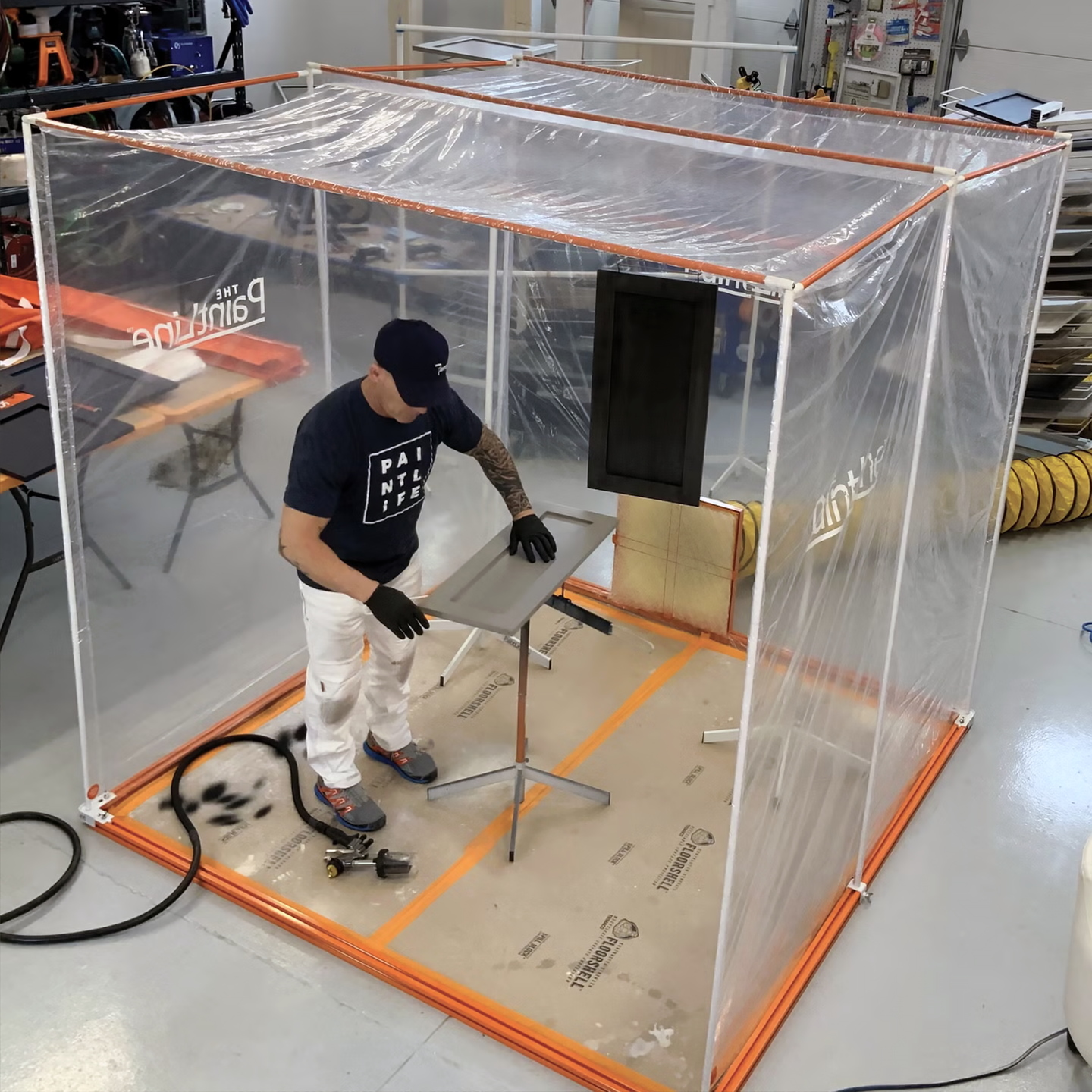
Spray booths: The foundation of control
A spray booth is more than just a people-sized box with an installed fan. It’s an airflow device designed to move clean air through a spray area in a steady, defined pattern.
Cross-draft booths (also called cross-flow or open-face booths) draw filtered air from one side and exhaust it from the other. Smaller professional shops favor them for simplicity and lower cost. However, finishing personnel can still find themselves working in a contaminated airflow as overspray moves across the workpiece.
Downdraft booths pull filtered air from the ceiling and exhaust it through a grated floor or lower plenum. This design provides operators cleaner air and the most consistent airflow and overspray capture. They're more costly and complex, requiring a subfloor or exhaust pit that shop structures may not accommodate.
Side-draft (or side-downdraft) booths pull air from the ceiling or high-wall vent in a diagonal flow across the workpiece toward low-wall exhaust filters. This design offers a practical compromise between cost and performance while being easier to retrofit into existing buildings.
All three designs move air evenly across the workpiece and away from the operator, removing contaminants before they accumulate.







Velocity and makeup air
A spray booth is only as good as the air feeding it. A poorly performing booth may not need more fan horsepower. Power matters, but efficient performance depends more on controlled airflow velocity.
Most professional finishing standards target air velocities of 75 to 100 feet per minute along the spray plane, depending on booth configuration. These measurements matter more than cubic feet per minute ratings listed on fans.
Insufficient velocity leaves overspray suspended. Excessive velocity distorts spray patterns, increases dry spray and can draw finish away from surfaces. The goal isn't brute force — it's balance.
Part of that balance is ensuring that just as much of the air being moved is make-up air. Every cubic foot exhausted must be replaced. When replacement air is undersupplied or poorly distributed, booth performance suffers. Exhaust fans bog down, airflow gets choppy, and negative pressure makes booth doors difficult to open. The booth may even backdraft.
Makeup air should be filtered, evenly distributed, and temperature-controlled when necessary. In cooler climates, heating makeup air often represents finishing operations' biggest operating cost. Inadequate makeup air guarantees poor airflow and uneven results.
Filtration and vapor control
Most booths manage overspray and vapors through staged filtration.
Incoming air passes through intake filters, typically rated MERV 7 to 11 (Minimum Efficiency Reporting Value), removing dust before it reaches the workpiece. As the first line of defense, they must be inspected and replaced based on observed pressure drop or reduced airflow, not the service life listed on the filter package.
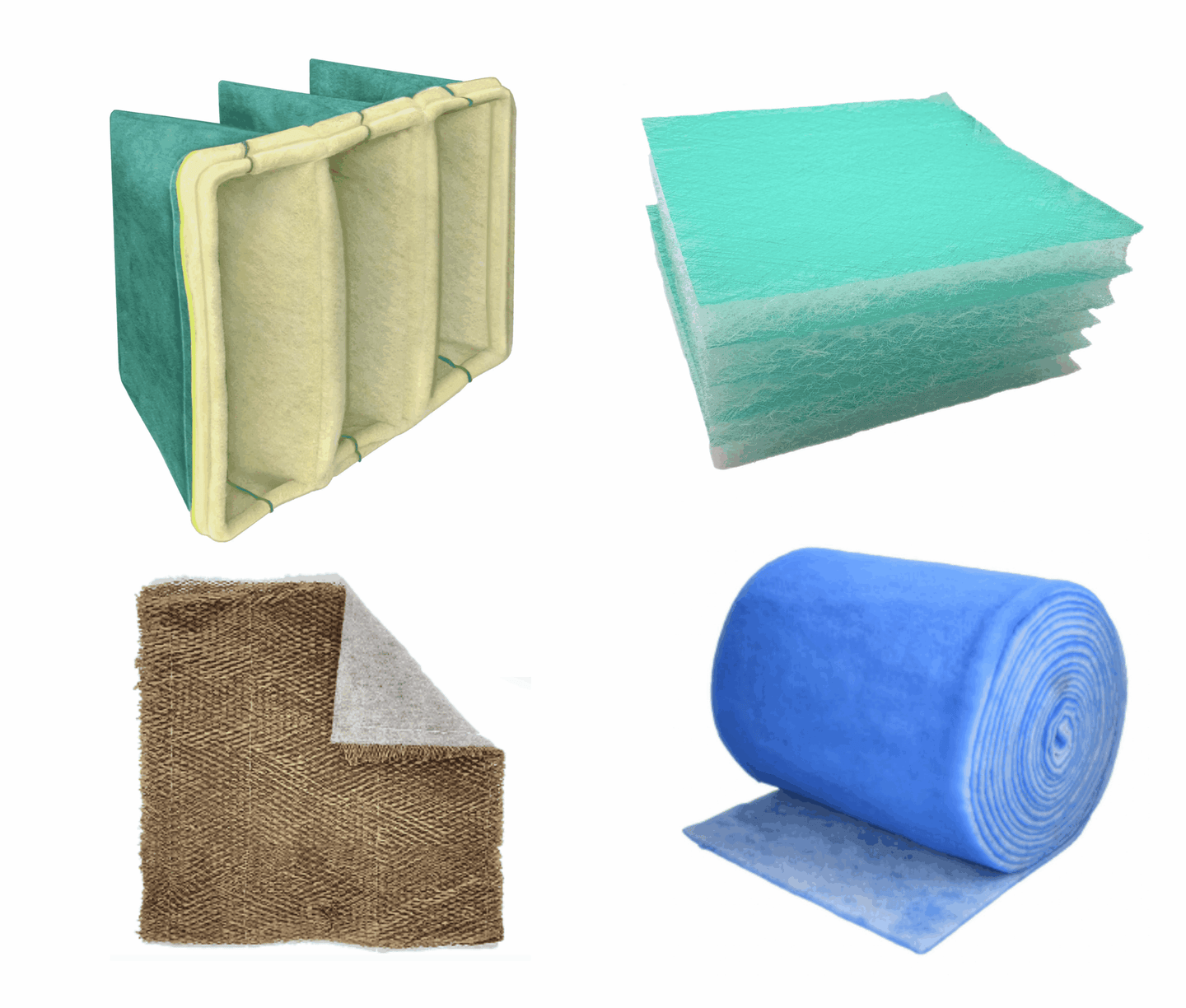
Arrestor filters catch overspray before it reaches fans or ductwork on the exhaust side. Fiberglass pads, polyester cubes, and pleated paper arrestors are widely used, with well-designed systems capturing 90 to 98 percent of finish particles.
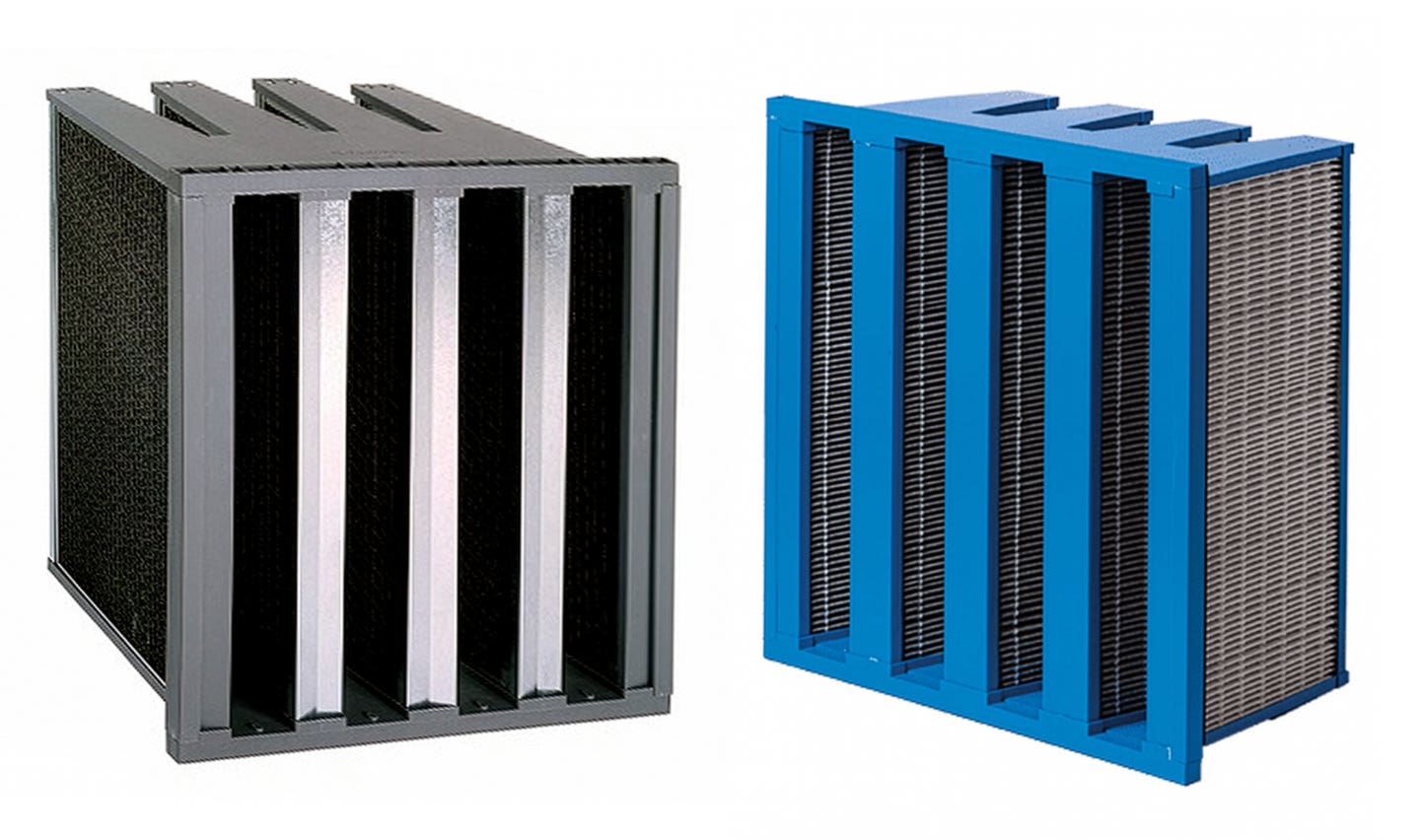
For solvent-related vapors, consider activated carbon filtration designed to effectively absorb vapors rather than airborne particles. These filters eventually saturate, allowing vapors to pass through — a process called breakthrough.
Because breakthrough occurs gradually, solvent odor is an unreliable measure of remaining filter life. Effective systems work best when designed around known airflow rates and predicted vapor levels, with capacity estimates guiding replacement schedules. Carbon filters should supplement outdoor exhaust systems, not replace them.
Exposure limits and respiratory protection
Exhausting booth air outdoors remains the simplest, most reliable ventilation method. Recirculating systems can serve shops with limited outdoor exhaust options due to regulations or building constraints. Recirculation is a bit more involved, requiring higher levels of filtration, consistent monitoring, and strict maintenance procedures.
Legal exposure limits vary by jurisdiction and chemical, so reference occupational limits from the Occupational Safety and Health Administration and National Institute for Occupational Safety and Health, plus manufacturers' safety data sheets. Many common solvents have eight-hour exposure limits of 50 to 200 parts per million, while isocyanates are measured in parts per billion.
If you smell solvents, they're present in the air. While odor isn't a measurement tool, it provides initial warning. If there is a strong solvent odor, airborne concentrations are already higher than desirable.
Having fantastic shop ventilation doesn’t mean you can toss out your respirator. In fact, the best baseline defense is a properly fitted half- or full-face respirator with organic vapor cartridges and P100 particulate prefilters.
Supplied-air respirators provide optimal protection when working with isocyanate-containing finishes or other highly toxic materials.
Technique, maintenance and fire safety
Poor spraying technique cannot be offset by ventilation systems, no matter how effective.
Overspray load can be amplified by incorrect tip selection, excessive atomization pressure or inconsistent gun distance — or any combination of these factors. Lower pressures, like those in HVLP systems, generally produce less bounce-back while delivering excellent finish quality.
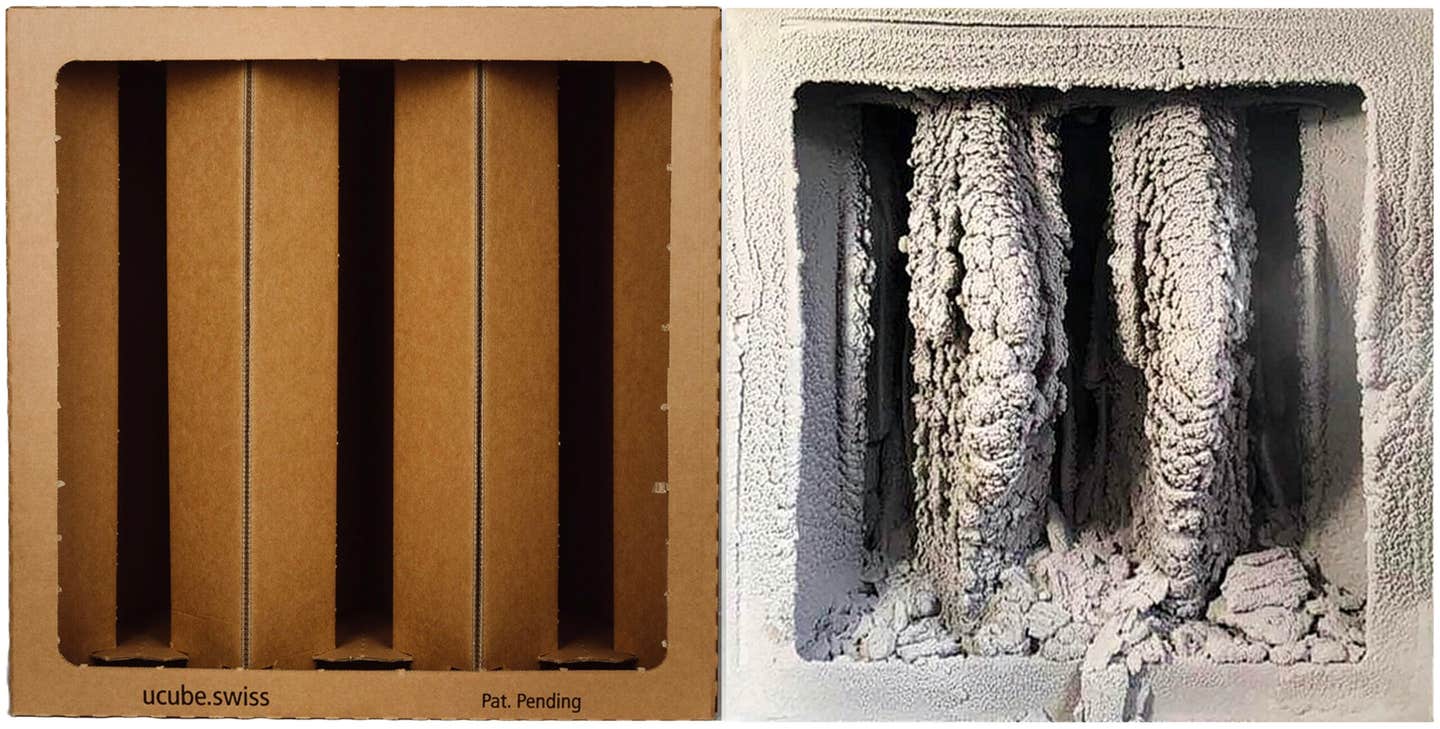
Regular maintenance also matters a lot. Spray booths become progressively less effective as overspray accumulates, filters clog, and airflow patterns shift. Arrestor filters should be replaced before they clog, intake filters monitored for pressure drop, and booth walls regularly cleaned to prevent overspray buildup from becoming a secondary contamination source.
Fire protection begins with meeting safety codes in all finishing areas. Explosion-proof lighting, proper grounding, non-sparking fans, and code-compliant fire suppression systems are mandatory. Common-sense operational discipline is just as crucial — no open flames, space heaters, grinding or welding near finishing operations.
Integrating spray and dust control
Spray control and dust control often appear as separate issues, when in fact, they’re inseparable parts of the same air-management system.
Dust collector exhaust anywhere near a spray booth make-up air intake guarantees issues, as will sanding in finishing spaces. Airborne sanding dust drawn into a booth immediately compromises both filtration and finish quality. Solvent vapors wafting toward sanding areas, meanwhile, can contaminate abrasives and freshly prepared surfaces while posing health risks.
The best practice is to always use as much physical separation as possible. Keep sanding and machining in one area and finishing in another, preferably on opposite sides of the shop — each with dedicated airflow paths.
Scaling solutions to shop size
Spray control solutions must be realistically scaled to the size and output of your shop. Your budget is probably strained enough as it is, so over-spending on infrastructure is out of the question. By the same token, not spending enough may lead to recurring issues that end up costing more over time.
For most smaller professional shops, an enclosed side-draft booth with outdoor exhaust balances performance and affordability. A properly designed and maintained booth in the 8- to 12-foot range with 3,000 to 6,000 cfm exhaust capacity can support a wide array of finishing work. This range typically achieves the 80 to 100 fpm airflow at the booth opening necessary for safety and overspray capture.
Mid-size production shops benefit from cross-draft or downdraft booths moving 10,000 to 20,000 cfm, especially when paired with tempered makeup air systems. This investment delivers superior finish consistency, faster processing, and reduced seasonal airflow issues.
High-volume facilities logically require multiple downdraft booths, energy-recovery ventilation, continuous volatile organic compound (VOC) monitoring, and scheduled maintenance. At this scale, finishing ventilation becomes engineered infrastructure rather than individual equipment pieces.
The payoff
Proper spray and vapor control delivers immediate benefits. Finish quality improves. Rework decreases. Workers feel better at day's end. Compliance becomes easier. Insurance risks may decline.
Most significantly, the finishing process becomes predictable rather than problematic.
Find suppliers and manufacturers of finishing equipment in our online Resource Guide at resourceguide.woodshopnews.com.
| Five spray booth mistakes Spray booths perform best as controlled airflow systems, not just convenient rooms to spray stuff. These five common issues make even a well-equipped finishing room struggle. |
| Undersupplying make-up air Problem: Exhaust air not replaced properly, causing turbulent and inconsistent airflow. Expect: Overspray hanging in the booth, dry spray settling back onto the work. |
| Running clogged arrestor filters Problem: Overspray filters increasingly restrict airflow as they load. Expect: Reduced booth velocity and capture efficiency. |
| Pulling unfiltered air into booth Problem: Spray booth drawing air from sanding areas or machine rooms. Expect: Extreme dust contamination. |
| Oversized exhaust fan; no airflow balance Problem: Too much fan power causing excessive airflow. Expect: Distorted spray patterns and increased dry spray. |
| Treating booth like storage space
Problem: Spray booth is a pigsty of stashed boxes, carts, and stacked parts. Expect: Disrupted airflow patterns and lower capture efficiency. |
Originally published in the May 2026 issue of Woodshop News.
A.J. Hamler is the former editor of Woodshop News and Woodcraft Magazine. He's currently a freelance woodworking writer/editor, which is another way of stating self-employed. When he's not writing or in the shop, he enjoys science fiction, gourmet cooking and Civil War reenacting, but not at the same time.





