
Choosing and using abrasives
How mineral type, backing, and technique affect sanding efficiency, surface quality, and cost.
The wide belt sander slows slightly as a freshly glued maple workbench top passes under the platen. The motor does not stall, but the sound changes — subtly at first. The abrasive belt, loaded with resin and dust, has stopped cutting efficiently. Heat rises, dust begins to burnish instead of cut, and what should have been a quick pass now risks surface defects and wasted time.
Situations like this occur daily in woodworking shops. Sanding is often viewed as a routine step rather than a machining process, yet abrasives function as precision cutting tools. Each abrasive grain acts as a microscopic cutter, removing material and refining the surface. Abrasive selection, backing design, and sanding technique directly affect productivity, finish quality, and abrasive cost.
Modern abrasives differ significantly in mineral composition, grain structure, backing materials, and dust extraction performance. Understanding these differences allows shops to reduce sanding time, improve consistency, and extend abrasive life.
The mineral itself determines how fast an abrasive cuts, how long it lasts, and how it wears during use.
Aluminum oxide remains the most widely used abrasive in woodworking. It provides a reliable balance of cutting speed, durability, and cost. As aluminum oxide grains wear, they fracture and expose new cutting edges, allowing continued material removal.
At the Amana Furniture and Clock Shop in Iowa, manufacturer of maple workbenches built for Benchcrafted, woodworkers rely primarily on aluminum oxide abrasives for sanding maple workbench components and furniture. The material performs consistently across hardwood species while remaining cost-effective for high-volume production.
In teaching environments and furniture shops alike, aluminum oxide sheet abrasives remain the most practical choice for hand sanding. Norton’s ProSand sheets, for example, offer durable backing and consistent cutting action, even under demanding use.
Despite the availability of newer abrasive technologies, aluminum oxide continues to serve as the foundation for most woodworking sanding operations.


Ceramic abrasives represent a major advancement in abrasive technology. Unlike conventional aluminum oxide, ceramic grains are manufactured using controlled sintering processes that produce extremely hard, microcrystalline structures.
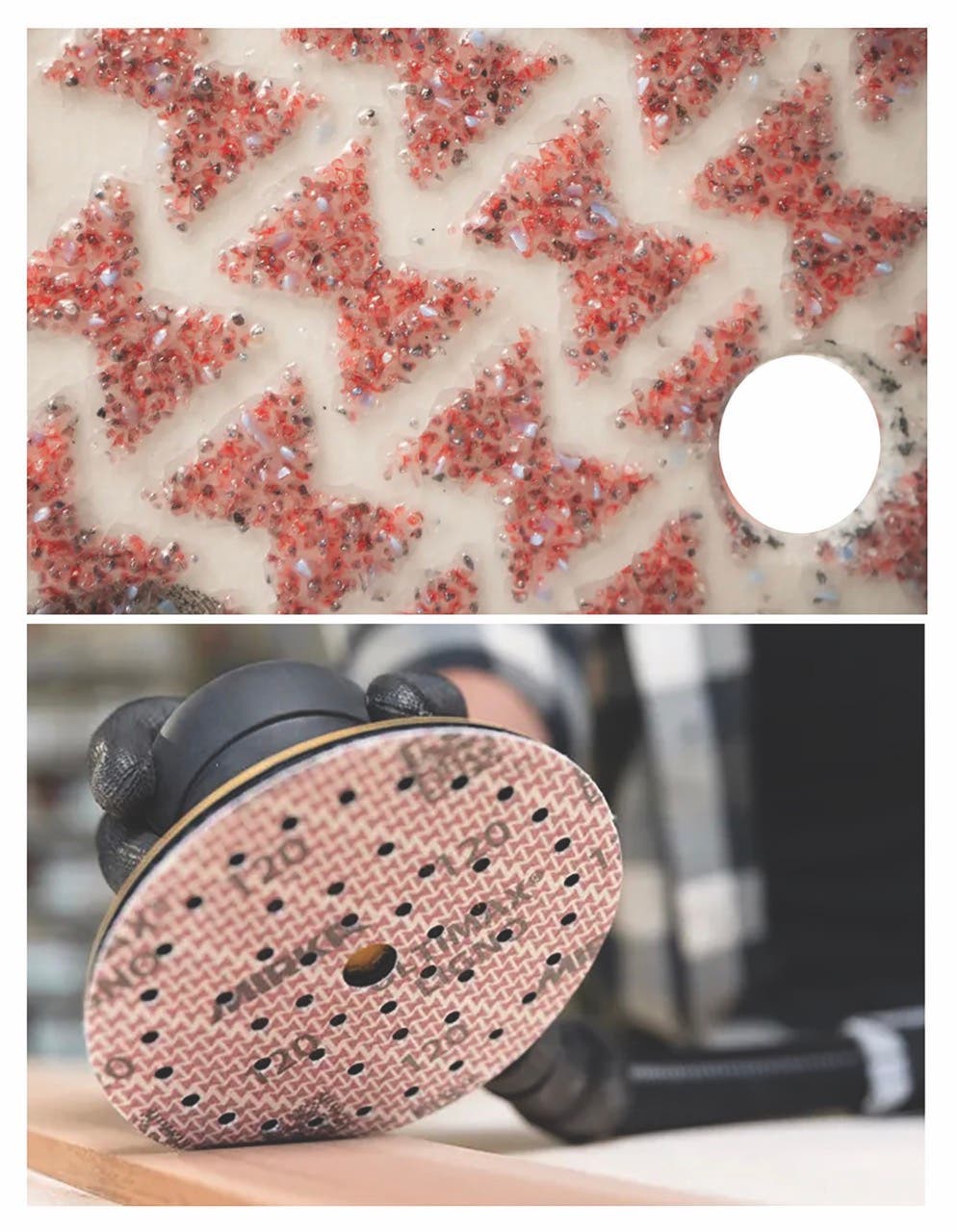
3M’s Cubitron abrasives, widely used in both metalworking and woodworking, utilize precision-shaped ceramic grain technology. Rather than relying on irregular fractured particles, Cubitron abrasives are engineered into uniform triangular shapes. These grains cut more efficiently by slicing through material rather than plowing or rubbing.
As the tips wear, the grain fractures in a controlled manner, exposing fresh, sharp edges. This self-sharpening behavior allows ceramic abrasives to maintain cutting efficiency longer than conventional abrasives.
Aaron Black, owner of ABD Custom LLC in New Hampshire, uses Cubitron ceramic discs extensively for random orbital sanding.
“The ceramic discs cut faster and stay sharp longer,” Black said. “With proper dust extraction, they remove material quickly without loading up.”
This increased efficiency is especially valuable in production environments, where reducing sanding time directly improves throughput.
Zirconia alumina abrasives occupy a middle ground between aluminum oxide and ceramic abrasives. These grains combine aluminum oxide with zirconium oxide, producing a tougher abrasive that resists fracture under heavy pressure.
Zirconia abrasives are commonly used in belts for heavy stock removal, especially in applications involving hardwoods, composites, or metal.
They tend to last longer than aluminum oxide under aggressive sanding conditions but typically cost less than premium ceramic abrasives.
Silicon carbide abrasives are sharper than aluminum oxide but more brittle. They fracture easily and wear faster when sanding wood.
As a result, silicon carbide is more commonly used for sanding finishes, plastics, and composites, or for very fine sanding applications where sharp cutting action is required.
It is also frequently used in wet sanding applications.
Color coding and abrasive identification
Abrasives are often identified by color, but color alone does not define performance. Manufacturers use dyes to distinguish mineral types or product lines, but there is no universal color standard.

from 3M and Norton.


from Rockler uses PSA paper and let a
woodworker get into corners and curves
Common examples include:
Brown abrasives: Typically aluminum oxide. These represent the most economical and widely used abrasive products.
Blue abrasives: Often premium aluminum oxide or ceramic blends. These may include grinding aids or improved bonding systems that improve cutting efficiency and reduce loading.
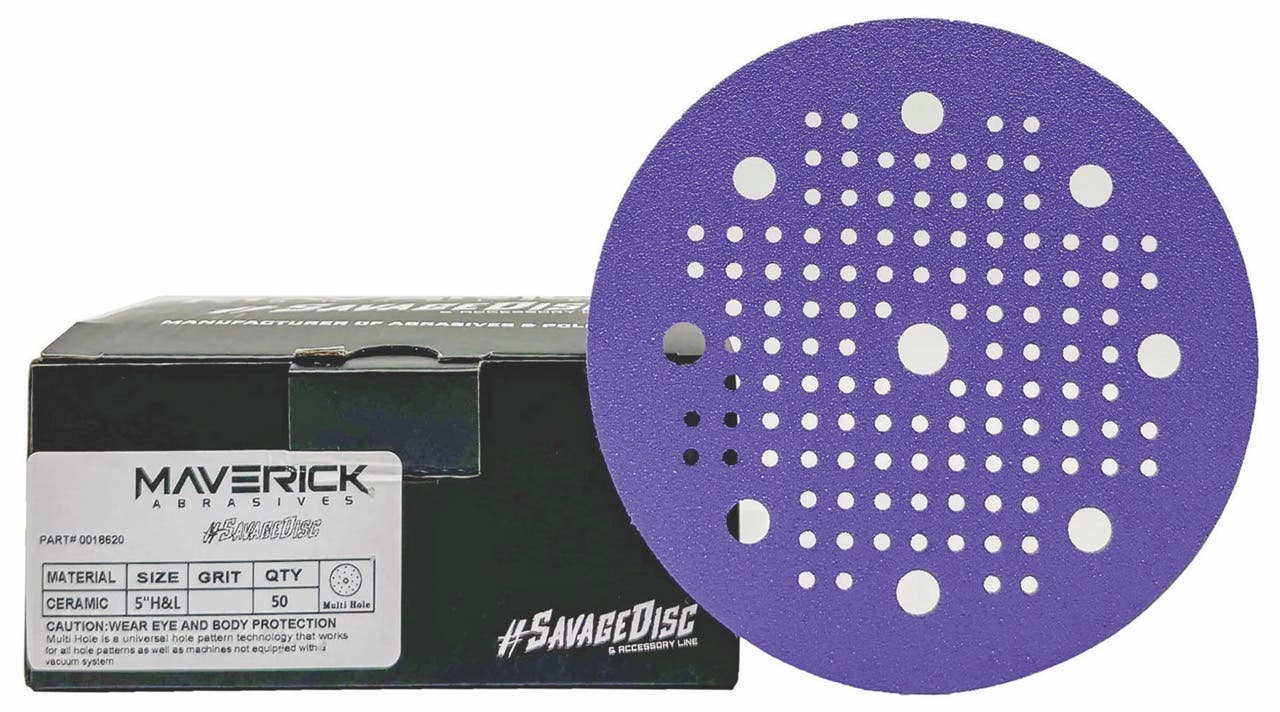
Purple abrasives: Frequently associated with ceramic abrasives, including precision-shaped grain products such as Cubitron.
Red abrasives: Sometimes they represent aluminum oxide with additives designed to reduce loading.
While color can provide a general indication of abrasive type, performance depends on grain composition, bonding method, and backing material — not color alone.
In practice, premium abrasives often use distinctive colors to differentiate themselves from lower-cost products.

with its open net surface.

Backing materials: strength and flexibility
Backing material affects durability, flexibility, and suitability for specific sanding operations.
Paper-backed abrasives are widely used for sheet sanding and random orbital sanding discs. They offer flexibility and low cost, making them suitable for general sanding tasks. However, paper backing can tear under heavy use.
Cloth-backed abrasives provide greater strength and tear resistance. They are commonly used in belt sanders, where abrasives are subjected to higher tension and stress. Cloth backing is essential for aggressive stock removal applications.
Foam-backed abrasives conform to surface contours and distribute pressure evenly. At Amana Furniture, employees use foam-backed abrasive pads between finish coats to refine surfaces without damaging the finish.
Mesh abrasives use an open net structure rather than a solid backing. This design allows dust extraction across the entire abrasive surface.
Unlike traditional discs, which rely on fixed hole patterns, mesh abrasives allow continuous airflow, reducing dust buildup and loading.
Improved dust extraction extends abrasive life and improves sanding efficiency, especially in fine sanding operations.
| The production perspective: Versatility over specialization |
|---|
For Aaron Black, who operates ABD Custom LLC, a custom woodworking business in New Hampshire, the choice of abrasives is a calculated balance between aggressive stock removal and refined finishing.  In his shop, the "workhorse" remains premium aluminum oxide (notably from Maverick Abrasives for his drum sander and 3M Pro Grade for hand-sanding), but he has increasingly integrated 3M’s Cubitron II (ceramic) for his 6-inch random orbital sanders. Aaron notes that the ceramic mineral’s ability to cut fast while clearing dust exceptionally well makes it indispensable, particularly when paired with high-end dust extraction. In his shop, the "workhorse" remains premium aluminum oxide (notably from Maverick Abrasives for his drum sander and 3M Pro Grade for hand-sanding), but he has increasingly integrated 3M’s Cubitron II (ceramic) for his 6-inch random orbital sanders. Aaron notes that the ceramic mineral’s ability to cut fast while clearing dust exceptionally well makes it indispensable, particularly when paired with high-end dust extraction. His workflow for large-scale tabletops involves a strategic "triathlon" of tools: starting with a handheld belt sander to level glue-ups, transitioning to a Festool Rotex in its aggressive "grinder" mode with 60-grit to knock down belt-sander lines, and finishing with a 5mm-stroke random orbital sander. Interestingly, Aaron challenges the industry trend of switching to smaller 3mm-stroke sanders for finishing; he finds that simply "bumping up the grit" on a 5mm-stroke machine provides a world-class surface without the need for additional machinery.  Beyond the power tools, Aaron maintains a tradition of "shop-made" solutions, utilizing Baltic birch and cork-backed blocks for hand-sanding and even creating custom "rasps" by applying spray adhesive to hardwood sticks. Beyond the power tools, Aaron maintains a tradition of "shop-made" solutions, utilizing Baltic birch and cork-backed blocks for hand-sanding and even creating custom "rasps" by applying spray adhesive to hardwood sticks.One of the most critical aspects of Aaron’s workflow is heat mitigation, especially when working with resinous or oily species like mahogany. He emphasizes that "loading" (the clogging of abrasive grains) is often a result of friction-induced heat. To combat this, he proactively reduces the speed of the sander, which lowers the temperature at the point of contact and prevents the wood's natural oils from liquefying and trapping dust. This adjustment, combined with light pressure and the frequent use of rubber cleaning blocks to refresh the surface, ensures that even standard abrasives last much longer in a production environment — proving that longevity is as much about technique and heat management as it is about the mineral itself. |
Abrasives as machining tools
Sanding is often viewed as a finishing process, but it is fundamentally a machining operation.
Each abrasive grain functions as a cutting edge. Mineral composition, grain shape, backing material, and sanding techniques all influence performance.
Advances in ceramic grain technology, mesh backing structures, and dust extraction compatibility have significantly improved sanding efficiency.
Understanding abrasives as cutting tools—not disposable supplies—allows woodworking shops to improve productivity, reduce abrasive consumption, and achieve more consistent surface quality.
Balancing performance and cost
Higher-performance abrasives often cost more initially but can reduce overall sanding time and abrasive consumption.
Ceramic abrasives provide faster cutting and longer service life in demanding applications.
Mesh abrasives improve dust extraction and reduce loading.
However, aluminum oxide remains the most economical choice for general woodworking applications.
Selecting abrasives based on performance rather than price alone improves productivity and reduces overall costs.
Find suppliers and manufacturers of abrasives in our online Resource Guide at resourceguide.woodshopnews.com.
Originally published in the May 2026 issue of Woodshop News.





